鋼鐵價格便宜,強度高,加工性能良好,但其表面易被氧化而生銹需要清洗。鋼鐵去銹清洗的方法有酸蝕法和浸酸法,去除污垢有酸洗法。
一、酸蝕處理。
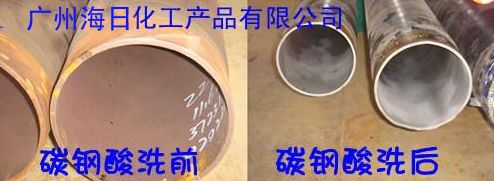
酸蝕處理是指用強酸去除鋼鐵在熱處理過程中生成的有一層厚度的氧化膜(鐵銹)的方法。硫酸和鹽酸是被廣泛應用于酸蝕的價格便宜的強酸。硫酸的作用包括以下幾個化學反應:
Fe+H2SO4 = FeSO4+H2
FeO+H2SO4 = FeSO4+H2O
Fe2O3+2H2SO4+H2 = 2FeSO4+3H2O
Fe3O4+3H2SO4+H2 = 3FeSO4+4H2O
鋼鐵表面上的鐵銹(各種氧化鐵〕在硫酸中被溶解,而鋼鐵材料本身的鐵在酸中也被腐蝕產生氫氣。此氫氣產生的氣壓促使表面氧化層剝離并使氧化物發生還原反應而被溶解。在與硫酸的反應過程中,約有20%的氧化層是經化學反應而被溶解(若使用鹽酸則有40%氧化層被溶解),其余的氧化層則以殘渣的形式從金屬屬表面脫離而被去除。通常使用的酸濃度不宜過大,如常用的鹽酸小于15%為宜,而硫酸則可使用稍高一點的濃度。使用鹽酸時更應控制酸濃度,因為產生氫氣過多會造成金屬“氫脆”,即金屬吸收氫氣后變硬變脆的現象。金屬中各種高、低碳鋼和鋅特別容易發生氫脆。為防止氫脆的產生,應采用以下措施:
(a)盡量縮短和控制好浸酸時間;
(b)用鹽酸浸酸時應在常溫下進行,以減少所產生的氫氣向鋼鐵內層的滲透擴散;
(c)在浸酸處理液中加入硝酸、鉻酸這類能與氫氣發生反應的氧化性酸;
〔d)加入金屬氫脆抑制劑;
(e)對于易發生氫脆的金屬可改用堿劑處理或用陽極電解酸洗效果較好。對于已發生氫脆的金屬可用陽極電解處理或使金屬在100~200℃高溫下加熱1~5h使其恢復原有性質。

在酸蝕清洗劑中,硫酸與鹽酸處理情況的對比表明,鹽酸比硫酸溶解金屬氧化物的能力強,因此一般使用5%~10%的鹽酸。由于高溫時鹽酸容易揮發,通常在40℃ 以下的溫度進行酸蝕。
硫酸發生氫脆現象比鹽酸少,并以高溫高濃度下酸蝕為其特色。便硫酸進行酸蝕后產生的硫酸亞鐵在酸液中溶解度稍低,達到其飽和溶解度時,硫酸即失去酸蝕作用。因此為了充分發揮硫酸的酸蝕能力,工廠使用多槽連續酸蝕清洗工藝,并相應改變洗槽的組成。表1-17列出硫酸逆流式連續清洗槽的組成變化情況。
表1-17 硫酸酸蝕清洗槽組成變化
| 處理條件 | 一槽(鋼板入口) | 二槽 | 三槽(鋼板出品) |
| 溫度/℃ | 96 | 98 | 98 |
| H2SO4/% | 8~10 | 13~15 | 23~25 |
| 洗液鐵含量/(g/L) | <55 | <50 | <30 |
由于硫酸洗液的逆流運動,使得其最大限度地發揮其去銹作用。通常1t鋼板需耗15~20kg硫酸。
在鑄造的鋼材中往往含有硅酸鹽雜質,為了去除這種雜質,在酸蝕液中要加入少量氫氟酸。為防止酸蝕處理過程中金屬質地被腐蝕,在酸蝕液中要加入腐蝕抑制劑。這些抑制劑以吸附在清潔的金屬質地表面而抑制金屬發生化學反應,既可防止金屬表面與酸反應而變得粗糙不平或出現坑凹,也減少和抑制氫氣和酸霧的產生。通常使用的腐蝕抑制劑有淀粉、明膠、羧甲基纖維素等高分子化合物。最近研究表明,一些含氮含硫的有機化合物(如苯硫脲)也有
這種效果。
二、浸酸。
用較弱的酸溶液去除在金屬加工過程中形成的薄氧化膜的方法叫浸酸。浸酸與酸蝕原理相同,都是利用酸的腐蝕作用去除氧化膜。區別在于浸酸用較弱的酸進行短時間浸泡以去除薄的氧化層。一般使用稀硫酸在低溫下進行短時間浸泡,或用較弱的磷酸在較高濃度和較高溫度下進行短時間浸泡。在使用磷酸時,還能生成有防銹效果的磷酸鐵薄層保護膜。

用酸清洗金屬時,特別是用浸酸法時,如果表面上有油性污垢,酸的清洗作用將受到阻礙,因此這時在酸洗之前要進行脫脂處理。
三、酸洗
這是指用酸把金屬表面附著的、來源于外部的污垢去除的方法,稱為酸洗。如用酸將鍋爐和傳熱水管中形成的鈣鹽水垢去除。鍋爐及管道水垢的清洗,最經濟的方法是用鹽酸溶液進行酸洗。在酸洗之前用1%的堿劑在高溫條件廠進行循環脫脂清洗。堿水溶液從管道中排出后用清水沖洗,再用酸洗。
用加有適量腐蝕抑制劑的2%以下的鹽酸水溶液50%以下在鍋爐管道中循環,使水垢濟解。在清洗過程中會有一些氫氣產生使鍋爐及水管的基底受到腐蝕。為防止這種情況過度發生,在清洗時要定時取出樣品進行分析,把樣品中鈣、鐵離子的含量作為檢測的指標。一般情況是,酸洗開始階段洗液中鈣離子的含量會逐漸增大,隨后鈣離子溶解量增大趨勢逐漸轉慢,而鐵離子的溶解量增加的趨勢明顯加快。可以把鈣離子溶解量增加趨勢變緩,鐵離子溶解量明顯增加,作為判斷水垢溶解基本完全的轉折點,酸洗之后要用水充分沖洗并進行中和防銹處理,每次清洗共需進行20~40min。
由丁鹽酸腐蝕性太強,日前清洗鍋爐及管道已改用酸性較弱的氨基磺酸、草酸等有機酸和酸性硫酸鈉(NaHSO4)等。
- ● 本網站致力于提供正確、完整的技術資料,但不保證信息的正確性和完整性,且不對因信息的不正確或遺漏導致的任何損失或損害承擔責任。
- ● 本站所提供的技術文章,僅供參考,如自行使用本站資料發生偏差,本站概不負責,亦不負任何法律責任。
- ● 如需技術支持,請致電我公司技術與銷售咨詢熱線:020-85690958。

