冷軋鋼板軋制油的脫脂,通常多是在無機堿金屬鹽的單體里加入少量的表面活性劑進行電解清洗。要根據軋制用油的種類和鋼板的使用目的來選擇無機堿金屬鹽。使用無機堿金屬鹽的單體時,雖然處理藥品的費用可以低些,但還存在堿的老化成分與清洗污垢的再附著問題。
在后續工序處理〔有的是工廠內部要求的,有的是銷售后用戶要求的)時,容易發生成膜不良與電鍍欠佳等事故,因此需要使用性能優良的洗滌劑,使整個生產工藝合理化和盡量避免用戶在使用中發生事故。
圖3-3、圖3-4表示用作高速流水線上電解脫脂劑的軋鋼用油的電解脫脂性能以及經過人工老化的脫脂液性能。電解脫脂時的高溫可縮短清洗時間,但結果將促使洗滌劑組分分解,增大蒸發比率。因此應選擇60~93℃之間的溫度。
電解脫脂時一般時間為0.5~2min,電流密度1~5A/dm2。圖
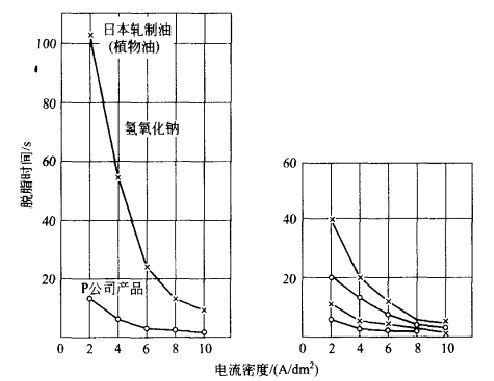
圖3-3 軋鋼用油的電解脫脂性能
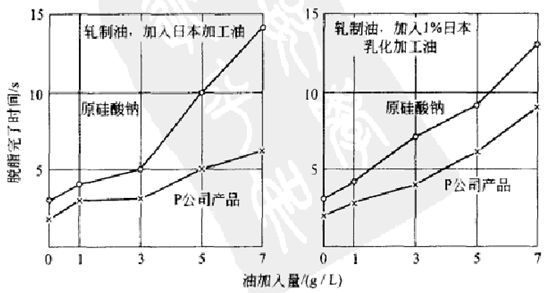
圖3-4 經過人工老化的脫脂液性能
3-5所示為以鋼鐵作陰極電解脫脂時的條件,處理液組成為氫氧化鈉20g/L,偏硅酸鈉22g/L,陰離子活性劑0.2g/L;時間為0.5~2min;溫度為71~82℃;電流密度2~4A/dm2。
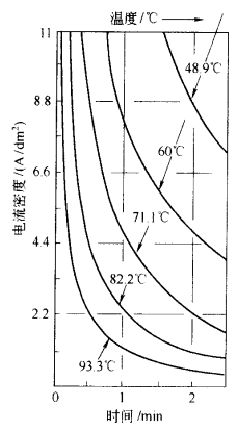
圖3-5 鋼鐵作陰極電解脫脂時的條件
在71~82℃范圍內進行電解時,以鋼鐵作陰極可洗掉鋼鐵表面的輕微污垢。但是,如溫度提高到93℃,則可以在短時間內洗掉較嚴重的污垢。
免責聲明
- ● 本網站致力于提供正確、完整的技術資料,但不保證信息的正確性和完整性,且不對因信息的不正確或遺漏導致的任何損失或損害承擔責任。
- ● 本站所提供的技術文章,僅供參考,如自行使用本站資料發生偏差,本站概不負責,亦不負任何法律責任。
- ● 如需技術支持,請致電我公司技術與銷售咨詢熱線:020-85690958。



